T-11L CNC横形内面研削盤(チャックタイプ)
-
T-11L19 加工例
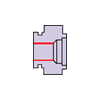
コンロッド内面研削

φ22×W20 mm
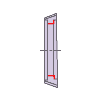
真円度 1.1 μm 直角度 4.0 μm 面粗度 0.7 μmRz サイクルタイム 36 sec 燃料ポンプヘッドボディー内面研削
φ28×W31.6 mm
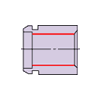
真円度 1.25 μm 円筒度 0.5 μm サイクルタイム 24.8 sec シンクロコーン内端面研削
内面:φ85×W8.5 mm
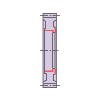
端面部:φ95 mm真円度 3.87 μm 直角度 0.7 μm 面粗度 内面 2.94 μmRz 面粗度 端面 1.48 μmRz サイクルタイム 63.5 sec スリーブバルブ内面研削
φ22.5×W31 mm
真円度 2.3 μm 円筒度 1.0 μm 面粗度 1.88 μmRz サイクルタイム 39 sec -
T-11L59 加工例
等速ジョイント外輪内面研削

φ70×全幅157 mm
真円度 1.24 μm 球芯位置 4.0 μm 面粗度 0.47 μmRa サイクルタイム 26.5 sec リングギヤ内端面研削
内面:φ86×W13 mm
端面部:φ94 mm真円度 2.2 μm 直角度 10 μm 面粗度 内面 2.9 μmRz 面粗度 端面 3.2 μmRz サイクルタイム 91.5 sec シリンダー内面研削(コンプレッサー部品)
φ45×W30 mm
真円度 1.36 μm 円筒度 1.0 μm 面粗度 0.41 μmRa サイクルタイム 21.8 sec 上軸内面研削(コンプレッサー部品)
φ14×W33 mm
真円度 0.99 μm 円筒度 1.0 μm 面粗度 0.27 μmRa サイクルタイム 25.8 sec